
ceramic injection molding tools
In order to be able to demold ceramic components (green parts), slides, core pullers, unscrewing units, etc. are inserted into the ceramic injection mold, if geometrically necessary.
Of course, we will build you the appropriate high-precision sinter support / firing support, so that tight tolerances, complex geometries and high quality for your ceramic components are maintained without mechanical rework.
Ceramic injection molding tool
A major difference to plastic injection molding tools is the highly wear-resistant design, which enables a long service life. Here the choice of the material of the tool components depending on the type of ceramic and low-wear tool technology is decisive.
Another very important point with the ceramic injection molding tool is the suitable demolding of the ceramic component. The forming process does not end with the complete filling of the cavity. The demolding or removal of the components from the mold is also an important sub-process. No shrinkage takes place during ceramic injection molding of the green part. There is therefore a risk that the component will stick to the wall of the mold, making ejection very difficult. In this respect, this effect must also be taken into account when developing the plasticizing formulation/coating of the mold cavity. Especially in the production of ceramic injection molded parts with internal threads, which are subject to a spin-off process during demolding, there must be no tendency for the part to stick.
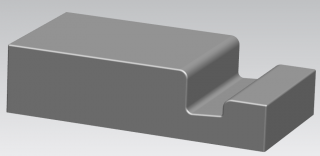
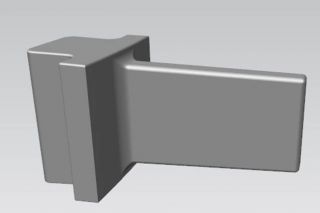
Directly after the injection molding process, the injected part (green part) is still unstable and can be damaged by improper demolding. Damages of this kind can be micro-cracks, which may not be visible on the green body, but only become obvious after sintering as an invisible structural defect or even through cracks. The component should therefore be demolded as gently as possible, above all synchronously and without tilting, using several, optimally placed ejectors. In order to keep the frictional forces occurring during demolding low, it is helpful to provide the corresponding walls of the molded part with a taper between 2° and 5°. To protect the green part during transport to the next process step, a suitable sinter support / transport unit is essential.
Sinter support / Firing support
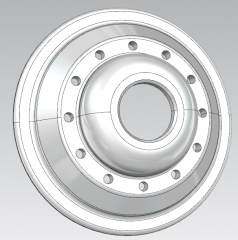 |
After injection molding, the components are transported on sintering supports for debinding and subsequent sintering. The sinter base is produced by us as a safe transport unit as well as a sinter base. During sintering, the components experience a material-dependent shrinkage of 20 - max. 35 % and are moved physically again. In order to ensure this as trouble-free and low-friction as possible, flat support surfaces are required on which the components lie stable and secure. A high-precision and suitable sinter support, as we realize, allows component tolerances/geometries to be maintained in the ideal case as fired (without mechanical reworking). |
