Weitere wichtige Einsätze von Vorrichtungen
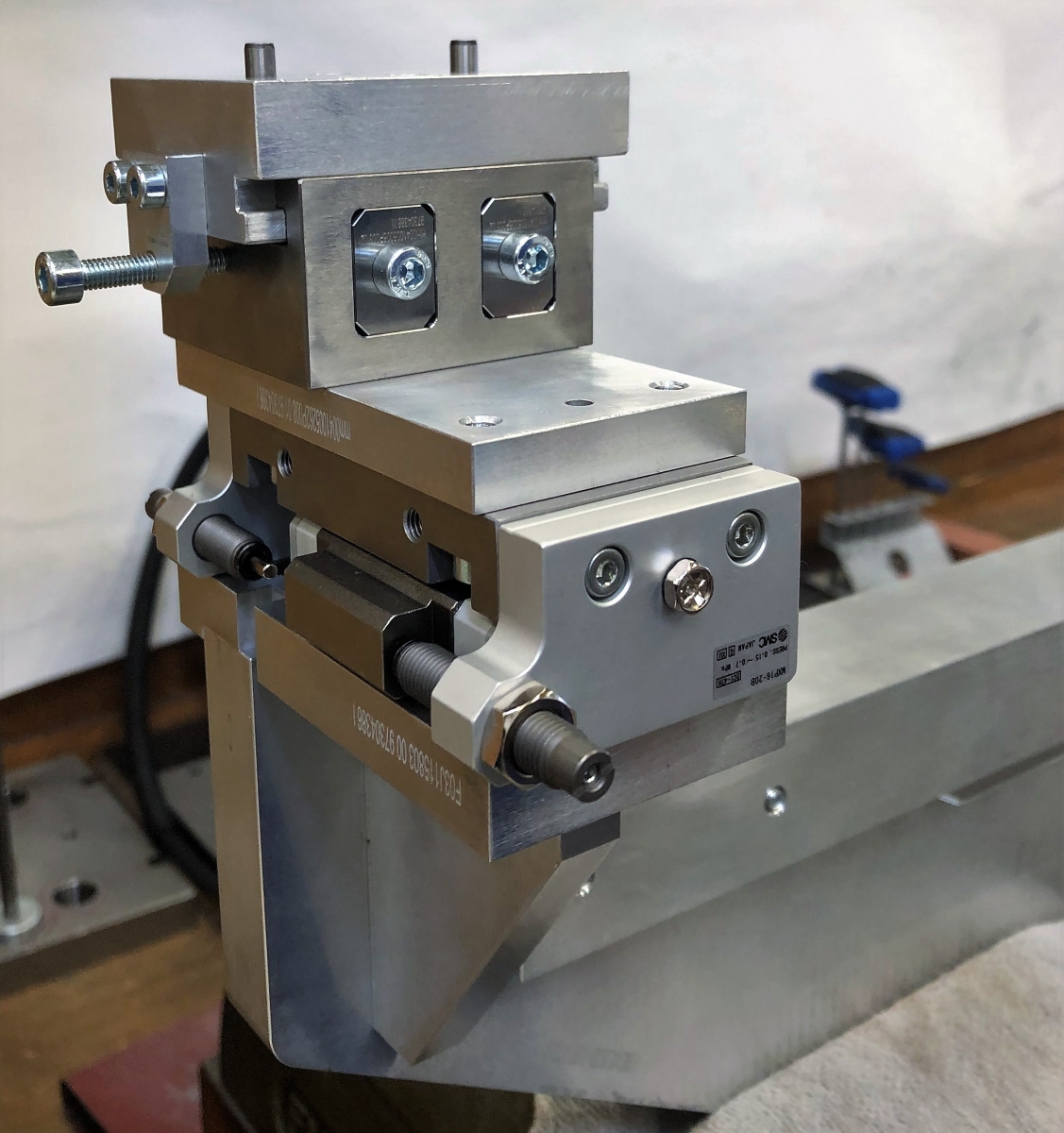 |
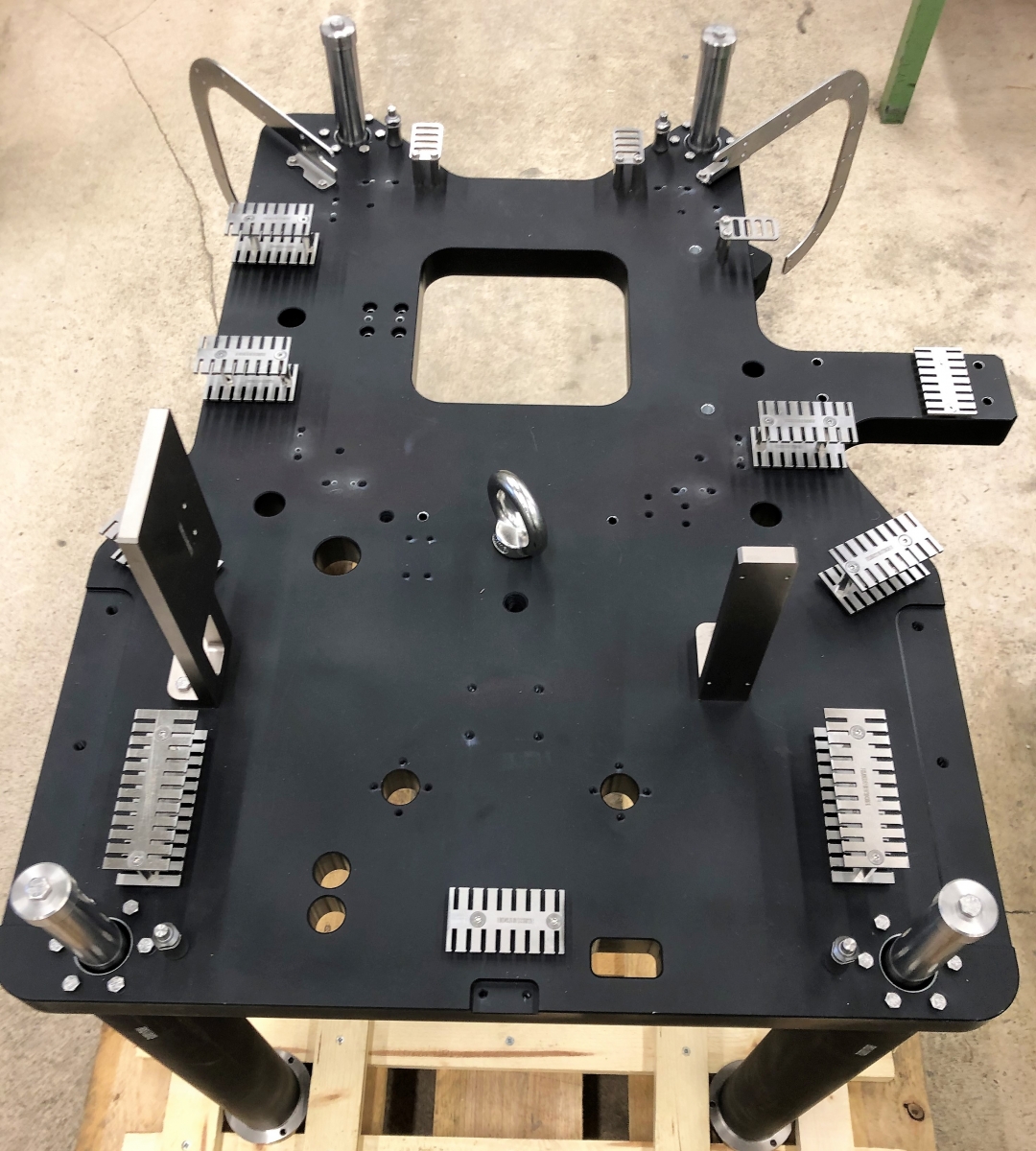
Vorrichtung für Quertransport für Automatisierungsvorrichtung
- Einsparung von Arbeitsgängen, wie z.B. Einrichten beim Schweißen oder Bohren.
- Einsparung von Fachpersonal bei Verwendung von sicheren und genauen Vorrichtungen sowie Einrichtung von Mehrmaschinenbedienungen.
- Bei handbedienten Vorrichtungen, die beim Einsatz verschoben oder geschwenkt werden müssen, soll die Masse klein sein, um den Fertigungsvorgang mit „Gefühl“ ausführen zu können.
- Erzielen großer Gleichmäßigkeit bei der Erledigung von Fertigungsvorgängen (Toleranzen, Bearbeitungsgüte).
- Senkung von Nebenzeiten und Werkstückwechselzeiten, weil z.B. Einlegen, Bestimmen, Spannen und Entnehmen rascher ausführbar sind.
- Vorrichtungen binden Kapital und benötigen Mindeststückzahlen in der Fertigung. Oftmals lassen sich Werkstückfamilien bilden, was die Stückzahl anhebt.
- Entwicklung und Herstellung von Vorrichtungen lässt sich mit Baukastenvor-richtungen zeitlich abkürzen. Solche Vorrichtungen sind oftmals auch ausleihbar.
- Automatisierte Fertigungsprozesse sind ohne im Niveau angepasste Vorrichtungen nicht realisierbar.
- Für geometrisch einfache Teile sind werkstückunspezifische Vorrichtungen ausreichend, während für Teile komplizierter Gestalt und variabler Größe werkstückspezifische Vorrichtungen entworfen werden müssen.
- Vorrichtungen können auch für das Spannen und Führen von Werkzeugen erforderlich sein, wie z.B. die Verwendung einer Bohrschablone.
- Die von Vorrichtungen aufzunehmenden Werkobjekte, meistens Werkstücke und manchmal auch Halbzeuge, müssen ein Mindestmaß an Gleichmäßigkeit, Sauberkeit, Maß- und Toleranzeinhaltung sowie Handhabungsfreundlichkeit aufweisen, wie z.B. eine spanngerechte Gestaltung.
Weiterhin dürfen die Wechselwirkungen zwischen Spannkraft, Werkstück und Spannvorrichtung die festgelegte Position und Orientierung des Werkstücks vor und während der Bearbeitung nicht aus den zulässigen Grenzen drängen. Unkontrollierte Abweichungen aus der Solllage führen zu Fertigungsfehlern. Zugeständnisse an die Lagegenauigkeit (Genauigkeit von Position und Orientierung) können gemacht werden, wenn vor der Bearbeitung in einem Messvorgang die wirkliche Ausrichtung des werkstückfesten Koordinatensystems zum Maschinenkoordinatensystem festgestellt wird.
Zur Galerie geht es hier: